Coil Joining Technology
Flash Butt Welders - Coil End Joiners
Flash butt welders are the most expensive and exotic of the coil joiners used in process lines today. They also produce the fastest, highest-quality welds for the strip processing industry.
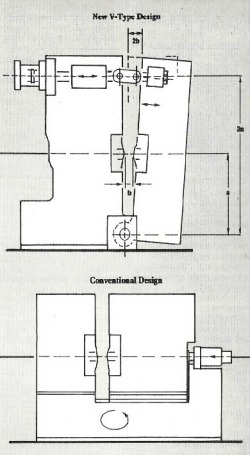
Because of the high-quality of weld joint required, there is continued upgrading of the flash butt process. The current thought is that a V-type unit offers more control and precision than the older-type machines. (see figure >)
Several of the more significant advantages of the V-type unit are as follows:
1. Since the platen pivots instead of moving linearly, less friction is associated with the movement.
2. Since the pivot is below the strip and the picot actuator is above the strip, there is a 2:1 revolution from the weld, because the cylinder stroke is actually twice that of the flash stroke.
3. Since the pivot bearing is eccentrically mounted, when welding difficult strip thickness together, the strip center-line (in terms of thickness of the strip) is aligned rather than the bottom edge of each strip. This is beneficial if the weld will be passed through a rolling mill.
Incorporated into almost all new flash butt welders are entry and exit shears used for the last precise cut prior
of welding. Also, flash trimmers are present to cut the excess flash on top and bottom of the joint after the welding operation is complete.
Virtually every coil processing operation can use a coil joiner. Whether or not any of the previously-described methods can be used profitably on a specific application will take a certain amount of research. However, as a product quality becomes more important, and as the need to reduce or eliminate scrap becomes more critical, the use of coil joining can be more easily justified.
Many examples can show this. Suppose a tube mill is operating at 100 feet per minute (FPM) and is running material .250inch thick. If the coils used are of relatively common size – 24 inches inside diameter (ID) and 60 inches OD – then the total coil is about 800 feet long. With this being the case, the coil will pay off approximately every eight minutes.
It is not uncommon for a rethread on a tube mill this size to take 15 minutes. However, if a coil joiner is used, the coil ends can be joined in less that five minutes. Running without a coil joiner requires 23 minutes (8 + 15) per coil, whereas running with a coil joiner requires 13 minutes (8 + 5) per coil. Using the continuous coil joiners can increase productivity by nearly seventy percent.
In addition to the above process, there are other methods for coil joining including overlap TIG and MIG, spot welding, tapping and stitching. The actual method required depends upon many variables, including type of line, line speed, quality of weld required, type of material to be joined, and quality of weld required.
Because of the high-quality of weld joint required, there is continued upgrading of the flash butt process. The current thought is that a V-type unit offers more control and precision than the older-type machines. (see figure >)
Several of the more significant advantages of the V-type unit are as follows:
1. Since the platen pivots instead of moving linearly, less friction is associated with the movement.
2. Since the pivot is below the strip and the picot actuator is above the strip, there is a 2:1 revolution from the weld, because the cylinder stroke is actually twice that of the flash stroke.
3. Since the pivot bearing is eccentrically mounted, when welding difficult strip thickness together, the strip center-line (in terms of thickness of the strip) is aligned rather than the bottom edge of each strip. This is beneficial if the weld will be passed through a rolling mill.
Incorporated into almost all new flash butt welders are entry and exit shears used for the last precise cut prior
of welding. Also, flash trimmers are present to cut the excess flash on top and bottom of the joint after the welding operation is complete.
Virtually every coil processing operation can use a coil joiner. Whether or not any of the previously-described methods can be used profitably on a specific application will take a certain amount of research. However, as a product quality becomes more important, and as the need to reduce or eliminate scrap becomes more critical, the use of coil joining can be more easily justified.
Many examples can show this. Suppose a tube mill is operating at 100 feet per minute (FPM) and is running material .250inch thick. If the coils used are of relatively common size – 24 inches inside diameter (ID) and 60 inches OD – then the total coil is about 800 feet long. With this being the case, the coil will pay off approximately every eight minutes.
It is not uncommon for a rethread on a tube mill this size to take 15 minutes. However, if a coil joiner is used, the coil ends can be joined in less that five minutes. Running without a coil joiner requires 23 minutes (8 + 15) per coil, whereas running with a coil joiner requires 13 minutes (8 + 5) per coil. Using the continuous coil joiners can increase productivity by nearly seventy percent.
In addition to the above process, there are other methods for coil joining including overlap TIG and MIG, spot welding, tapping and stitching. The actual method required depends upon many variables, including type of line, line speed, quality of weld required, type of material to be joined, and quality of weld required.
